网站导航
全国服务热线:
15162330793
15162330793
供应数量:262
发布日期:2023/7/14
有效日期:2024/7/13
原 产 地:张家港市
已获点击:262
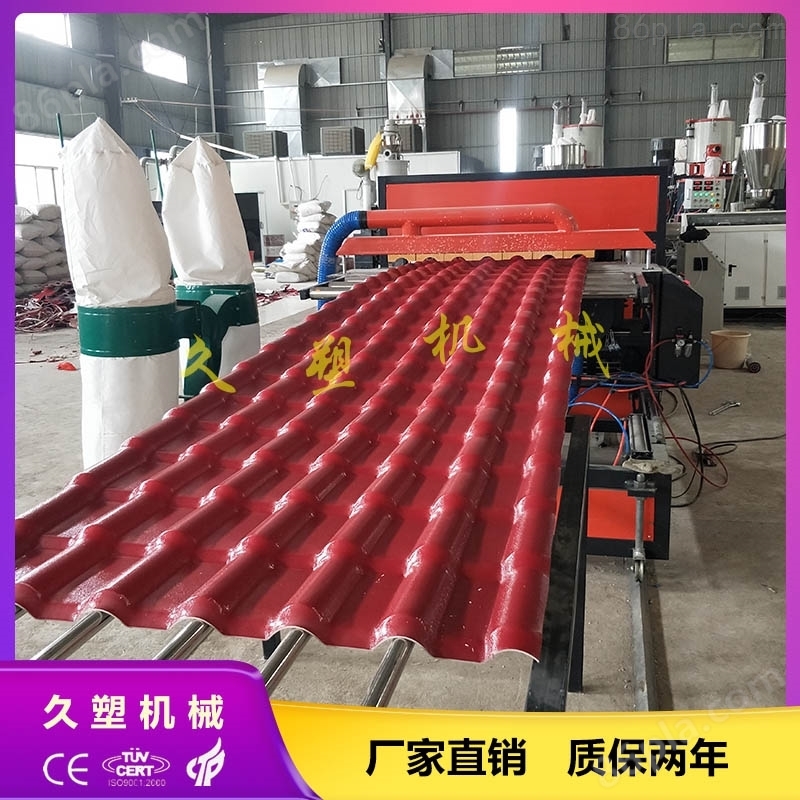
880/1050四层覆膜树脂瓦生产设备用途特点
sjw-1040 塑料挤出琉璃瓦辅机与本厂生产的挤出机及机头联合配置,组成生产流水线,可连续生产塑料琉璃瓦片。
该机组采用机电一体化技术,具有生产效率高,结构合理紧凑,使用维护方便,寿命长的特点。
主要技术参数
牵引速度: 300-6000mm / min
***牵引力:20 kn
机组中心高; 1260mm
机组***外形尺寸:11 m×1.8m×2.3 m (长×宽×高)
机组配用电源:
风机冷却功率:0.75kw×8
电机功率:4 kw、电源,三相四线制(交流380v,50hz)
机组外接气源要求:
排气量 0.67m3/min
排气压力 0.7 mpa
本组参数若有改动恕不另行通知。
880/1050四层覆膜树脂瓦生产设备结构及工作原理
该机组由机架部件、牵引定型机构、自动定长剪切机构、搁料架、以及电气控制箱等组成。
1、机架:
采用焊接构件,具有合理的结构,承载能力强,刚性好,它用来承载与固定所有的机构。
在定型牵引机、切割机架上装有气动控制箱,以控制生产过程中的各种动作。
2、冷却定型牵引机构:
形成制品波形的重要部件。
该机构由一对波形互相吻合的上下模板来形成制品的形状。上下模板外设有风冷却系统,通过冷却成型的制品,使成型的波形不再因高温而变形。其中上模板的开合由紧固在下模板上的一对升降气缸来完成。操作牵引升降手控阀,即可使上模板开合自如。
下模板底部有调节螺栓,根据工艺需要可以调节下模板的高度,以保证正常生产所需的中心高。
牵引机构:获得挤出速度与牵引速度同步所需正常生产的拉力。
该机构采用了先进的变频调速技术及链条链轮、齿轮转动系统。采用无级调速,具有调速范围宽,传动平稳可靠,过载能力强等优点。
工作过程为:三相交流电机,通过变频器调速后传递给两级摆线针轮式减速器,通过一对双排链轮,传递给上下两牵引模板。
3、自动定长剪切机构:
完成制品任意长度的剪切,使制品离开剪切台,保证下一次的剪切顺利进行。该机构具有定长准确,切口平整及送料及时等优点。
具体由滑动剪切台组成。
主要参数:有效剪切宽度: 1040 mm
剪切行程: 50 mm
前进行程: 350 mm
剪切时间: 0-9.9 s
剪切气缸型号: qgb 100×170
剪刀片:材料40cr 氮化处理
滑动剪切台:
由剪刀架、拉杆摆臂机构、压紧件、回程重锤滑动架、剪切气缸组成。压紧件起压紧瓦片的作用,保证剪切顺利,其安装于剪切架的上刀架上。回程重锤一端固定在机架上,上端通过钢索、滑轮与滑动架相连,保证滑动剪切台顺利回复。滑动架通过
四只滑轮,安装于机架上,它用以连接、承纳所有部件,剪切架是完成剪切功能的重要部件,底部装有剪切动力传递机构。剪切气缸,提供剪切所需的动力。
其中剪切架中的上刀架安装于下刀架的滑槽内,通过底部的拉杆摆臂构件与剪切气缸相连,通过调节下刀架滑槽内的楔铁和气缸进气压力即可调试安装,下刀片为固定式安装。
工作原理:自接收剪切信号后,剪切气缸动作,通过拉杆摆臂机构带动上刀架下行,并联动压紧制品而带动滑动剪切台以制品同步速度前行,直到剪断制品。剪切完成后,气缸换向,各件复位,此时在回程重锤作用下,滑动剪切台复位,等待下一次的剪切动作。
4、搁料架:
用于安置行程开关(位置可调)和支承制品。搁料架长6000 mm,宽880 mm,高度可调。
5、电气控制箱:
整机所需的控制电器和操作按钮等,均放置在电控箱内,线路简洁明了,各仪表性能稳定可靠,排列整齐,操作方便。

 发邮件给我们:wzwin8858@163.com
发邮件给我们:wzwin8858@163.com